

Pierwszy kocioł EcoGeneratora pomyślnie przeszedł próbę ciśnieniową
Pierwszy z dwóch kotłów powstającej na Ostrowie Grabowskim spalarni odpadów komunalnych zdał egzamin szczelności i wytrzymałości. Drugi przejdzie próbę wody jeszcze w czerwcu.

Adam Kolarczyk, inżynier z RAFAKO, który nadzorował projektowanie kotłów EcoGeneratora, oraz Jerzy Cieślik, kierownik projektu z RAFAKO
Mała kieszonkowa latarka to podstawowe wyposażenie Damiana Fiedorowicza z Urzędu Dozoru Technicznego. Służy do sprawdzania, czy w jakimś ciemnym zakamarku kotła nie ma przecieku, kropli wody. Jest 10 czerwca 2015 roku. Godzina 13.30. Stoimy na samej górze, wysokiego na 8 pięter kotła. Szwajcarski manometr marki Keller wskazuje 78,5 bara. Czekamy aż ciśnienie spadnie do 54 barów.
Wtedy Damian Fiedorowicz i towarzyszący mu Mateusz Czech z RAFAKO (także z latarką) rozpoczną badanie, czy kocioł jest szczelny i nie ma odkształceń.
To 1104 kocioł (a dokładniej: element ciśnieniowy) wyprodukowany przez Rafako od początku istnienia raciborskiej firmy, czyli od 1949 roku. Drugi kocioł EcoGeneratora, który przejdzie próbę ciśnieniową pod koniec czerwca, ma numer 1105.
Projektowanie obu kotłów nadzorował Adam Kolarczyk, inżynier z RAFAKO.
- Co było dla Pana największym wyzwaniem w tym projekcie?
- To, że kocioł musi gwarantować stałe parametry pary (temperatura, ciśnienie), mimo że będzie opalany odpadami o zmiennej wartości opałowej (od 8 do 13 MJ/kg) – odpowiada Adam Kolarczyk. – Proces projektowania kotła do spalania odpadów jest złożony i wymaga optymalizacji doboru poszczególnych powierzchni ogrzewalnych, co za tym idzie żmudnych przeliczeń poszczególnych punktów pracy kotła.
Kocioł składa się głównie z rurek o grubości ścianek od 3 do 25 mm. Same elementy ciśnieniowe ważą ok. 600 ton. Spawacze wykonali ok. 4 tysiące spoin. Jerzy Cieślik, kierownik projektu z RAFAKO podkreśla, że wszystkie spoiny są wysokiej jakości. Zostały wykonane metodą TIG w osłonie argonu, metodą MAG w osłonie CO2 oraz elektrodą otuloną (EO).
Damian Fiedorowicz z UDT te 4 tys. spoin osobiście odbierał i kwitował w trakcie montażu kotła. Teoretycznie są więc sprawdzone, ale dopiero próba ciśnieniowa wykaże, czy rzeczywiście trzymają.

Damian Fiedorowicz z Urzędu Dozoru Technicznego sprawdza szczelność kotła
Próba polega na napełnieniu wodą rur (przestrzeni parowo- wodnej, zwanej ciśnieniowej) i stopniowym zwiększaniu ciśnienia wody przy użyciu pompy. Podczas normalnej eksploatacji kocioł będzie produkował parę o ciśnieniu 40 barów. Jego dopuszczalne ciśnienie wg projektu to 54 bary. Ale dziś przez 30 minut musiał wytrzymać ponad 97 barów.
Płukanie kotła a potem napełnianie wodą rozpoczęło się dzień wcześniej. 110 metrów sześciennych H2O wypełniło wszystkie elementy ciśnieniowe aż po „sufit” walczaka (najwyższej części kotła).
Około 9 rano w ruch poszła pompa umieszczona na trzecim piętrze kotła. Pompy pilnuje Cezary Świątek z firmy REMAK, która na zlecenie RAFAKO montowała kocioł. Drugi pracownik REMAK’u jest na górze i podaje mu przez radiofalówkę aktualne wskazanie manometra.
Operacja jest dokładnie rozpisana co do bara. Po 5 minutach ma być 27 barów. Po 20 minutach przerwy ciśnienie ma rosnąć do 54 barów. 20 minut przerwy i wzrost do 97,2 bara. Kocioł pod tym najwyższym planowanym ciśnieniem musi stać 30 minut. Zmniejszanie ciśnienia odbywa się również w kilku etapach.
Jest godz. 14, zbliżamy się do finału. Manometr wskazuje 54 bary. Zawory zostają zamknięte, rozpoczyna się planowana na 60 minut inspekcja. Damian Fiedorowicz i Mateusz Czech muszą dotrzeć do wielu trudno dostępnych miejsc. Zaczynają od dołu. Wygląda to tak, jakby szukali jakiejś ukrytej wiadomości w ścianach kotła. Co chwila schylają się, wspinają, zaglądają, świecą latarkami wewnątrz i na zewnątrz kotła.
Za nimi krok w krok podążą grupka inżynierów z RAFAKO i REMAK’u. Są też dwaj przedstawiciele Inżyniera Kontraktu, z firmy Grontmij.
Po stu minutach zmęczony, ale uśmiechnięty Damian Fiedorowicz ogłasza: próba zakończona z wynikiem pozytywnym.
Podstawowe parametry jednego kotła EcoGeneratora
Wydajność parowa: 34 tony na godzinę
Temperatura pary świeżej na wylocie 400 stopni C
Ciśnienie dopuszczalne pary świeżej na wylocie 45 barów.
Temperatura wody zasilającej 130 stopni C.




Próba ciśnieniowa kotła nr 1
Ze względów bezpieczeństwa wokół kotła podczas próby została utworzona strefa zakazu wstępu. Można ją było przekroczyć po obniżeniu ciśnienia do 54 barów.
Próba ciśnieniowa kotła nr 1
Cezary Świątek z REMAK'u pilnuje pompy.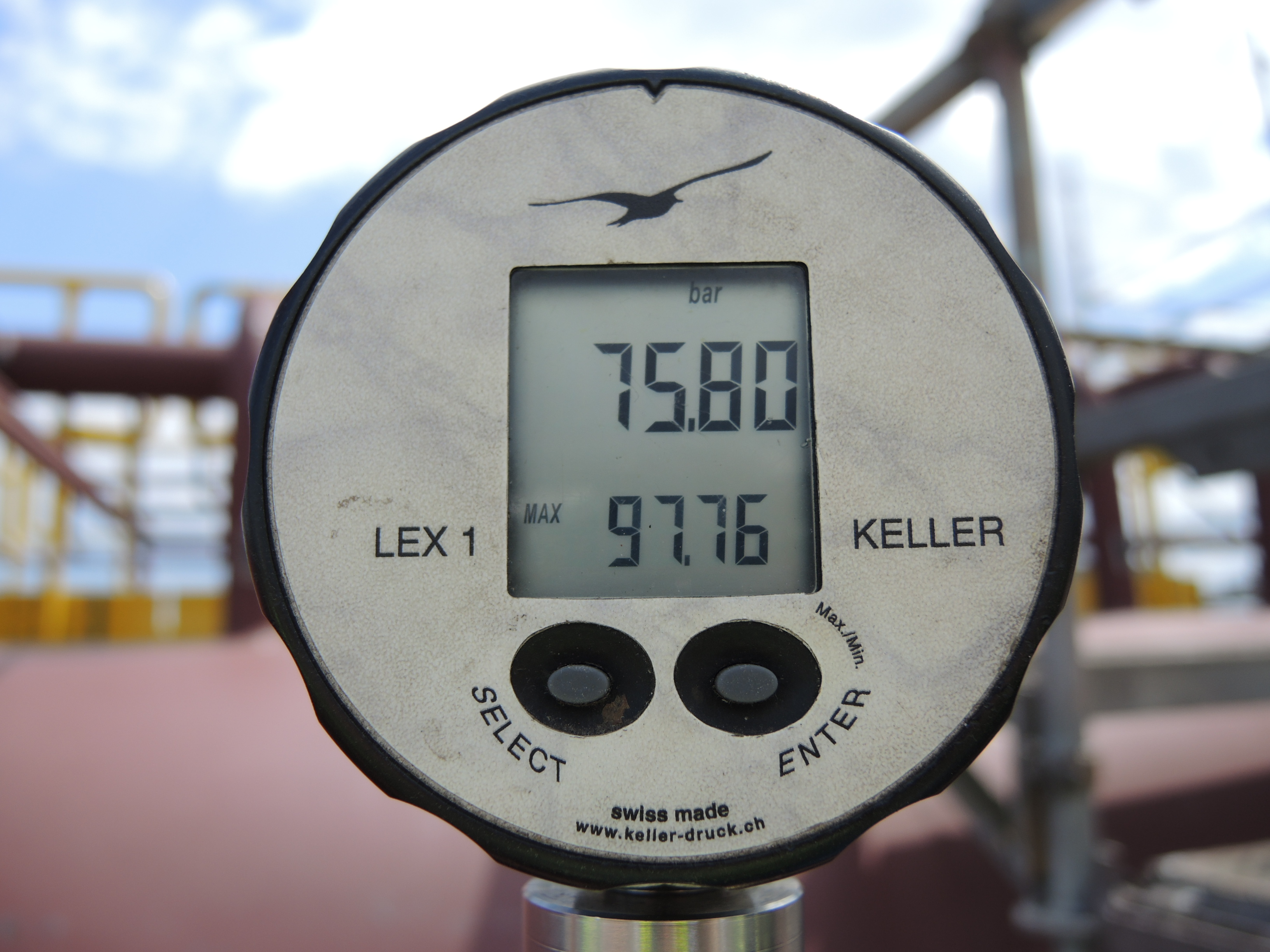
Próba ciśnieniowa kotła nr 1
Manometr. Górna liczna oznacza aktualne ciśnienie w kotle. Dolna - maksymalne osiągnięte. Planowano 97,2. Jest nieco wyższe ze względu na słońce, które tego dnia mocno grzało.
Próba ciśnieniowa kotła nr 1
Wnętrze rusztu.
Próba ciśnieniowa kotła nr 1
W środku Jerzy Cieślik, kierownik projektu z RAFAKO.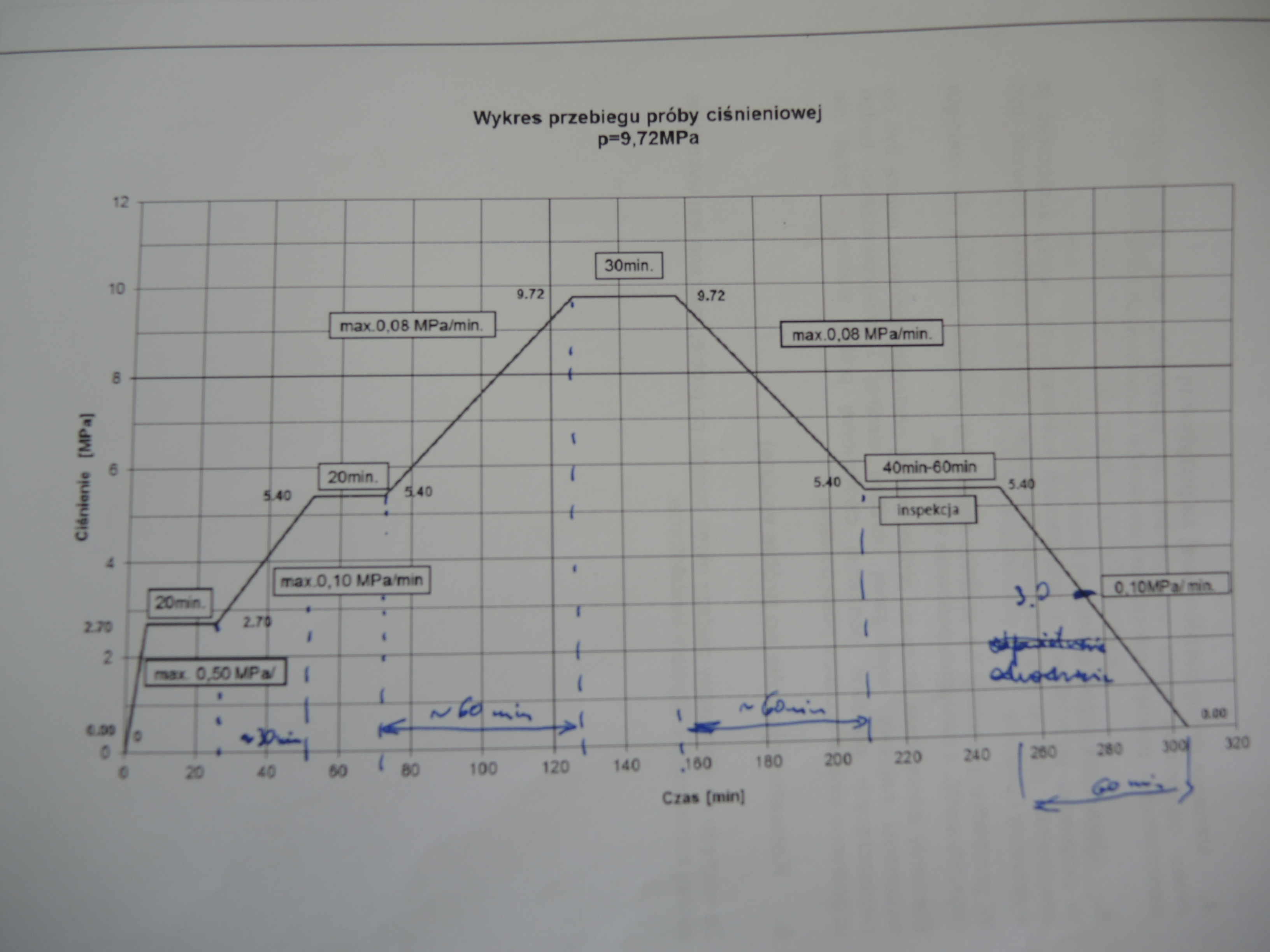
Próba ciśnieniowa kotła nr 1
Wykres przebiegu próby ciśnieniowej.
Próba ciśnieniowa kotła nr 1
Damian Fiedorowicz z Urzędu Dozoru Technicznego i Mateusz Czech z RAFAKO badają, czy kocioł jest szczelny i nie ma odkształceń.
Próba ciśnieniowa kotła nr 1
Ostatnia faza inspecji, sprawdzanie walczaka.
Próba ciśnieniowa kotła nr 1
Jerzy Cieślik, RAFAKO i Damian Fiedorowicz z Urzędu Dozoru Technicznego.













